If you don’t have large-diameter electrodes or filler wire on hand, and you need to weld a large hole, then you can get by with thin electrodes. To do this, it is enough to use two “secrets” that practically do not complicate the welding process, but help to achieve the required result.
Will need
- Thin coated electrodes;
- iron nail;
- welding machine;
- bench vice;
- welding material;
- Bulgarian;
- hammer and anvil;
- tie wire and pliers.
Welding process using a second bare electrode
For the first method, we roll the coated electrode with a massive metal rod placed on a thick metal plate.

In this case, the electrode coating will crack and peel off from the wire. Those places where the coating has not been completely removed can be rubbed with our metal “rolling pin.”

We clamp the iron nail and the “bare” electrode in a bench vice and wrap one end of the wire around the nail two or three times.

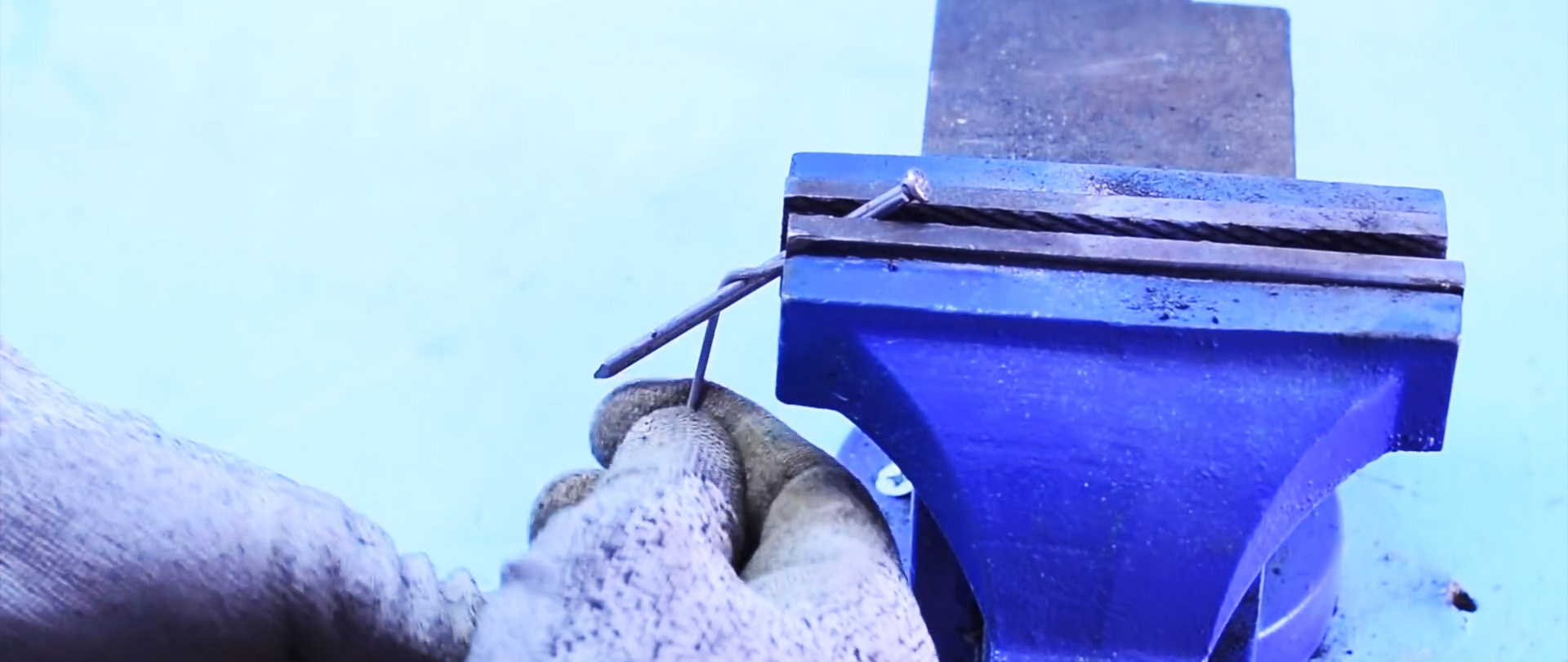
We wind the resulting spiral onto the coated electrode and, bending the wire in different places, ensure that it is pressed against the coated electrode.

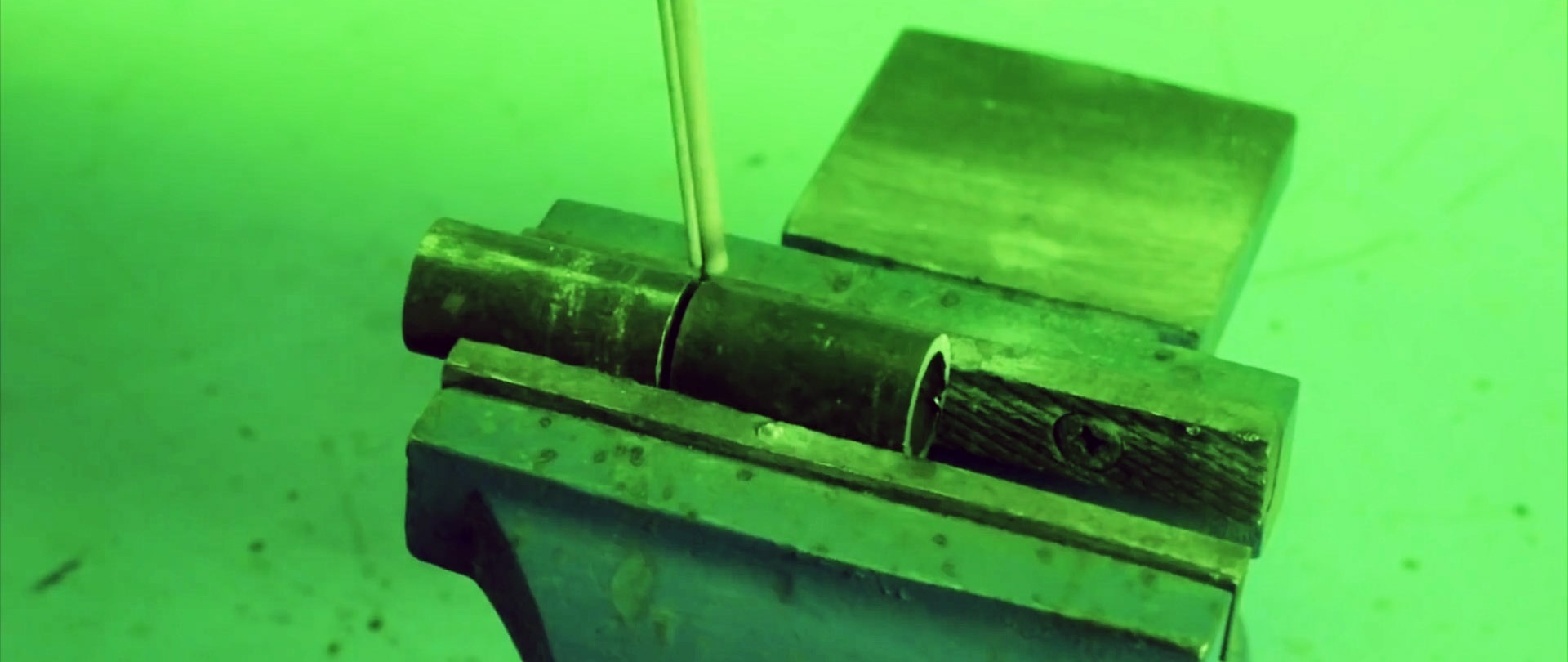
We insert the ends of both electrodes into the holder (current flows through both electrodes) and begin to weld the end of a pipe of sufficiently large diameter. The process proceeds quickly and efficiently, since the metal of two simultaneously melting electrodes is quite enough to weld such a large hole.

We are convinced of this upon completion of welding the pipe hole and grinding the welding site with a grinder.

The result was a continuous and airtight “lid”.

The second version of the welding trick using a second “bare” electrode
For the second method, we tap the coated electrode with a hammer on an anvil and also achieve complete peeling of the coating. Using a small piece of binding wire, we screw the top of the “bare” electrode to the coated one just below its uncoated contact end.

With this “design” we will weld the ends of two pipes with a gap larger than usual or a hole in a pipe with a diameter several times larger than the diameter of the electrodes we use.

Since current does not flow through the “bare” electrode, since it is isolated from the current source, its metal melts more slowly than the metal of the main electrode, and the process proceeds in an optimal mode.

This is clearly visible after cleaning the welding areas with a grinder: there are no penetrations, cracks, or slag stains.












